Tagagawa ng PTN Series Ring Die para sa Pellet Mill Spare Parts
- Shh.zhengyi
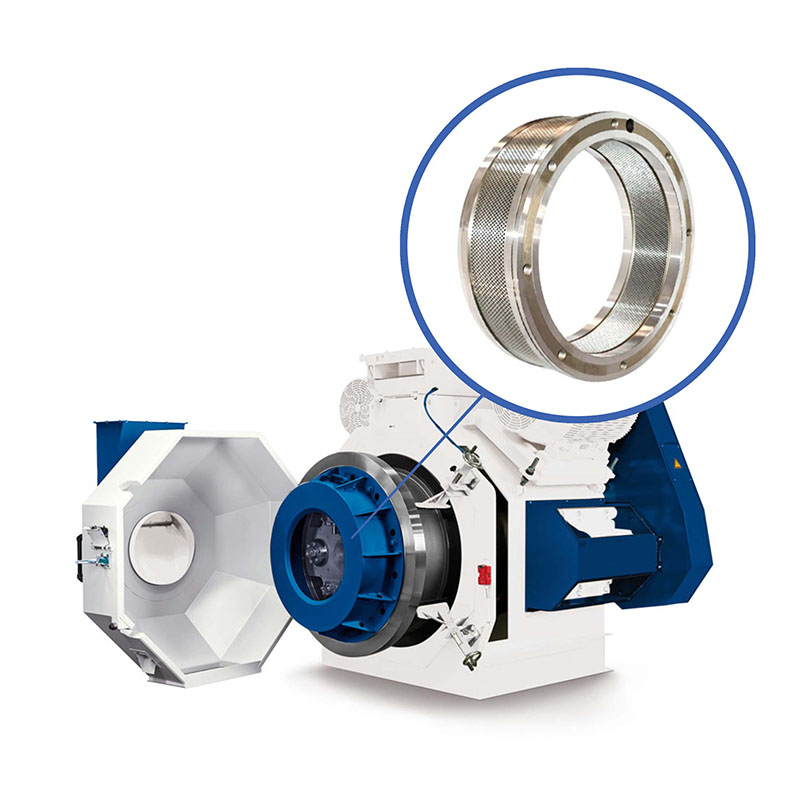
● PTN Series Ring Die


Ang PTN Pellet Mill Series Ring Die ay gawa sa de-kalidad na haluang metal na bakal o high-chromium hindi kinakalawang na asero (German Standard X46CR13). Ito ay naproseso sa pamamagitan ng pag -alis, pagputol, pagbabarena, paggamot ng init at iba pang mga proseso. Sa pamamagitan ng mahigpit na pamamahala ng produksyon at kalidad ng sistema, ang tigas, ang pagkakapareho ng butas ng butas at die hole finish ng production ring die ay umabot sa napakataas na kalidad.
Parameter
| S/n | Modelo | LakiOd*id*pangkalahatang lapad*lapad ng pad -mm | Laki ng butasmm |
| 1 | PTN450 | 560*450*180*106 | 1-12 |
| 2 | PTN580 | 680*580*216*140 | 1-12 |
| 3 | PTN650 | 791*650*245*175 | 1-12 |
Pagtatasa ng hindi normal na sitwasyon at inirekumendang pagpapabuti
Ang pagtatasa ng dahilan para sa nasira (karaniwang naganap sa
patuloy na paghahagis ng mga maliliit na negosyo)
1. Die Broken By Drive Wheel Matching Surface
2. Mamatay na nasira sa pamamagitan ng pagsusuot at pagpapapangit ng die lining singsing.
3. Die Broken sa pamamagitan ng Waring of Driving Key.
4. Ang indentation ay humanga sa ibabaw ng mamatay para sa panghihina na epekto ng de-ironing aparato, at pagkatapos ay maging sanhi ng pagkamatay upang mag-crack.
5. Maliit na pagbubukas sa pagitan ng mamatay at ang compression roller.
6. Mamatay na nasira ng maliit na ratio ng compression, namatay ang maliit na feed ng isda nang walang presyon-relief vent.
| Hindi. | Hitsura | Mga dahilan | Mga solusyon |
| 1 | Bends ng butil, na may mga bitak |
| |
| 2 | Na may transversal crack |
| |
| 3 | Vertical bitak |
| |
| 4 | Radiative bitak | Ang mga malalaking partikulo ay umiiral (kalahati ng isang oorn o buong mais na kaliwa) | Kontrolin ang katapatan ng mga hilaw na materyales, dagdagan ang paggiling ng gabi. |
| 5 | Surface Unbenness |
| |
| 6. | Whisker tulad ng pellet | Masyadong maraming singaw at masyadong malaking presyon, pellet bitak kapag iniwan ang mamatay. | 1. Bawasan ang presyon ng singaw, gumamit ng mababang presyon ng singaw (15-20psi) para sa pag-conditioning. 2. Suriin ang posisyon ng pagbabawas ng balbula. |